 |  |
来源:www.9138.com.cn 编辑:杨工 发布时间:2012年5月14日 所属分类:技术指导
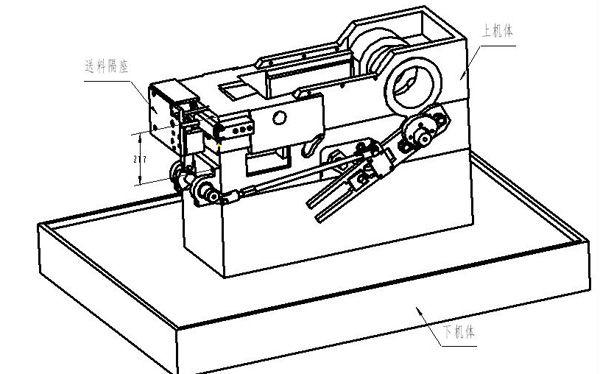
全空零件装置代号为K,这一系列的螺丝机械我们称为全空零件成型二模三冲冷镦机,石西现有机型系列为:2D3B-XP-K。
加装全空零件装置的二模三冲螺丝机械是在生产普通型二模三冲冷镦机的基础上加装全空零件装置(主模伸缩装置),这样除了可以生产普通型二模三冲冷镦机可以制造的产品外,使生产套筒类产品的零件成为可能。
下面我们以该种二模三冲冷镦机在制造拉钉头的工艺来进一步理解这一系列机器在全空套筒零件的功能和原理:
•采用半圆切料剪刀切出要成型产品所需的长度的坯料(坯料见图A),夹子协助半圆切料剪刀将坯料送到第一主模口;
•第一冲模(模上挖出圆坑)升上将坯料顶进第一主模腔内冲压出带圆柱头的坯料(坯料见图B);
•随后第二冲模升上,第一主模腔内的顶料棒套将坯料顶进第二冲模里,第二冲模里将坯料送到第二主模里,第二冲模的活动模(模上挖出圆坑)在冲击后退同时腔内的顶针棒伸出,和第二主模里腔内的顶针棒一起二者组合冲压将坯料的两头的孔镦出,但这一工位成型的坯料的两头的孔在中间隔一层薄壁未被贯穿(坯料见图C);
•第二主模做成伸缩式的,第三冲模升将拉钉头完全冲成型后,此时全空零件装置(主模伸缩机构)被调到刚好允许第二主模后退,第二主模腔内的顶料棒便将两头的孔的中间的薄壁顶穿(坯料见图D),第三冲模里开有出屑孔以便使顶穿孔而产生的废屑排出,第三冲模退开时第二主模腔内的顶料套将最终成型的拉钉头坯料顶落。
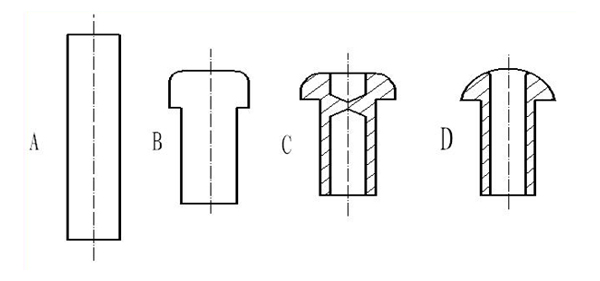
空心钉冷镦工艺工序变形图
拉钉头成型模具组合图
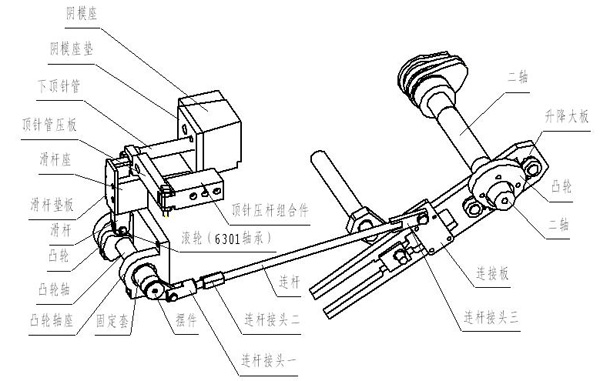
全空零件装置(主模伸缩机构)的构造和工作原理简述如下:
•整个机构靠与带动冲具上下升降的“升降大板”带动,“升降大板”连接的是一个连杆机构,当“升降大板”在“二轴凸轮”转动的带动下前后滑动时,“连杆”也因此前后运动带动与其连接的“摆件”摆动,“摆件”通过其端面上的棘齿与“转轴”上的棘齿啮合而可以与“升降大板”连动;
•“转轴”上固定有“凸轮”,“凸轮”与“主模限动板”上的滚轮接触,“主模限动板”上强力弹簧顶住使其上的滚轮始终顶紧与“凸轮”保持接触,当“凸轮轴”运动时带动“凸轮”转动然后带动“滑杆”上下滑动;
•“滑杆”上部铣成台阶, “顶针弯压板”以绞链的方式装在机体,“顶针弯压板”有穿螺轴过,螺轴上套有强力弹簧顶住“顶针弯压板” 使其用“下顶针管”始终顶紧“第二主模”而使其可以灵敏地复位;
•当“第二主模”按工艺要求要伸缩时(如:腔内的顶料棒要将工件两头的孔的中间的薄壁顶穿时),受到第二冲模的冲力作用“第二主模”就会后退同时顶着“顶针弯压板”后退,“顶针弯压板” 后退会与“滑杆”上的台阶面接触,这样“滑杆” 上的高低台阶面就可以限制“第二主模”伸缩活动量和调整主模伸缩活动的时机了;
•通过调整“摆件”上的棘齿与“转轴”上的棘齿啮合的相对位置就可以调整“凸轮”带动“滑杆”上下运动的时间,这样可以就到达调整“滑杆”的上下运动时间来配合工艺要求主模伸缩活动的时机了。
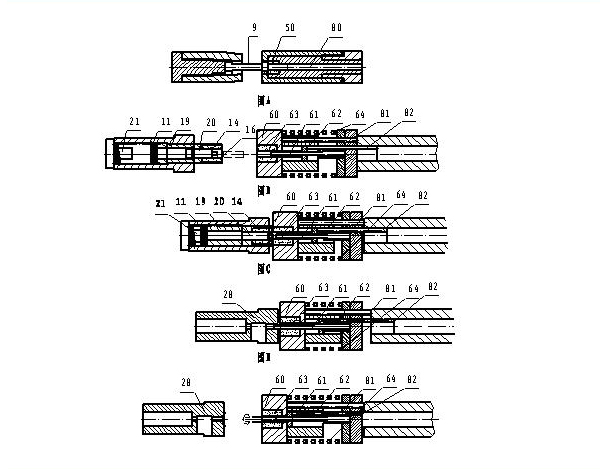
冷镦机全空零件成型机构的结构和传动图A
冷镦机全空零件成型机构的结构和传动图B





