 |  |
来源:www.9138.com.cn 编辑:徐工 发布时间:2012年5月12日 所属分类:技术指导
石西牌精密螺丝机有普通型的二模三冲机、加装P.K.O装置的二模三冲螺丝机械和加装脱膜钳装置的二模三冲螺丝机械以及加装全空装置的K系列螺丝机。除此之外,石西精密螺丝机还可以选择在普通型二模三冲机的基础上加装P.K.O、脱膜钳、全空装置中的任意组合来满足各种需求的生产。下面我们介绍加装P.K.O顶出装置和脱膜钳装置的二模三冲螺丝机。
这类机器现有机型为:2D3B-XP1-PT、2D3B-XP2-PT。
在加装P.K.O顶出装置和脱模钳机构后,使这一系列的螺丝机械具有可以生产普通型、加装P.K.O顶出装置和脱模钳机构二模三冲机可以制造的产品之外,还可以解决单纯靠P.K.O顶出装置和单纯靠脱模钳机构都不能使已镦锻成型的坯料很好脱料的多台阶实心或半空轴类和套筒类零件的生产。如:利用PT系列螺丝机冷镦制造两端带孔外六角头台阶件,一下是制作流程:
• 圆空剪刀将材料切出所需的要成型产品所需的长度(坯料外形见图A)并由将其带到第一主模口;
• 第一冲模升上,将切料顶进第一主模腔内冲压进行缩小直径(到成品对到两端圆柱头所要求直径尺寸)延长的变形,同时第一主模腔内的顶棒将一头的孔顶出来(坯料外形见图B);
• 随后第二冲模升上到第一主模口,第一主模腔内的顶料棒将的坯料顶进第二冲模里,第二冲模降下将坯料送到第二主模里将坯料冲压成中间为大头的形状(坯料外形见图C);
• 然后第三冲模升上,将坯料中间的大头在第二主模腔内冲压成外六角,双台阶杆部的另一孔同时有第二冲模腔内的顶针冲压成型(坯料外形见图D),此时毛坯完全成型;
• 第二主模腔内的顶料棒在随着第三冲模退开将毛坯顶出,但由于顶料棒顶进底孔而不能脱出,此时脱模钳被调到可卡住外六角头随着冲具的后退将毛坯拉脱离顶料棒;
• 紧接着,P.K.O前顶出装置的顶套将粘在第三冲模上的毛坯顶落。
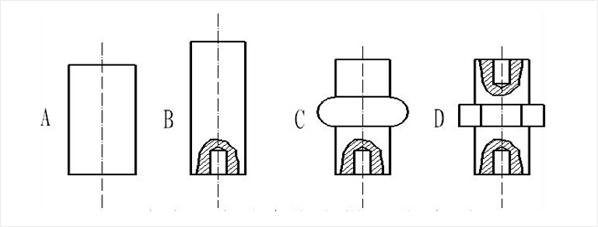
两端带孔外六角头台阶件冷镦工艺工序变形图






