 |  |
来源:www.9138.com.cn 编辑:徐工 发布时间:2012年5月9日 所属分类:技术指导
2D3B-XP1冷镦机和2D3B-XP2冷镦机在石西精密机器系列中属于普通型二模三冲机现有机,这一系列的机器适宜生产成型后的坯料不需要加装辅助机构就可以使坯料脱离模具的多台阶实心或半空轴类产品,生产种类繁多,甚至许多要用三模三冲以上多工位机器才能做的零件也可以二模三冲机上制造了,为了说明问题,现将采用东莞国菱机械有限公司普通型二模三冲机(2D3B-XP1冷镦机和2D3B-XP2冷镦机)制造外六角螺栓的工艺简单介绍如下:
•与制造内六角螺栓一样也是采用半圆切料剪刀切出要成型产品所需的长度的坯料(见图A);
•夹子与切料剪刀“合作”将坯料送到第一主模口;
•第一冲模升上将切料顶进第一主模腔内冲压进行第一次变形成为杆上带鼓形头的坯料(坯料外形见图B),此时杆部长度和直径已符合螺杆要搓丝成品的尺寸的要求在以后不再有变化;
•随后第二冲模升上,将第一主模腔内坯料的鼓形头冲压成厚大平圆头,大平圆头的厚度已达到与成品外六角头一样厚度,大平圆头的直径稍大于成品外六角头外切圆直径(坯料外形见图C);
•随后在第二冲模退开的同时,第一主模腔内的顶料棒将杆上带厚大平圆头的坯料顶进第二冲模里,第二冲模降下将坯料送到到第二主模里等待第三冲模的最后一击;
•第三冲上的“切边模”的最后一击切出“完美的”外六角头,到此时,外六角螺栓待搓丝的毛坯完全成型(坯料外形见图D);
•最后第二主模腔内的顶料棒在第三冲模退开后将完全成型的外六角螺栓毛坯顶出。
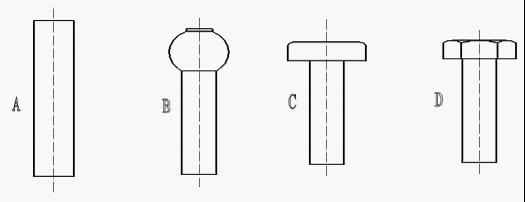
外六角螺丝冷镦工艺各工序变形图






